
A seleção adequada da preparação de superfície tem influência tão grande no desempenho do esquema de pintura quanto as tintas utilizadas. A sua escolha é definida em função da natureza das tintas e da espessura final do sistema.
Essa etapa da pintura tem como objetivo maximizar a aderência da película e o desempenho de um esquema de pintura. Para isso, é necessário remover materiais que possam impedir o contato da tinta com o substrato e criar um perfil de rugosidade capaz de permitir a ancoragem mecânica da primeira camada de tinta.
Uma superfície livre de resíduos, como ferrugem, graxas, óleos, sais, poeiras e umidade, e com rugosidade ideal é o substrato perfeito para um revestimento.
GRAUS DE OXIDAÇÃO
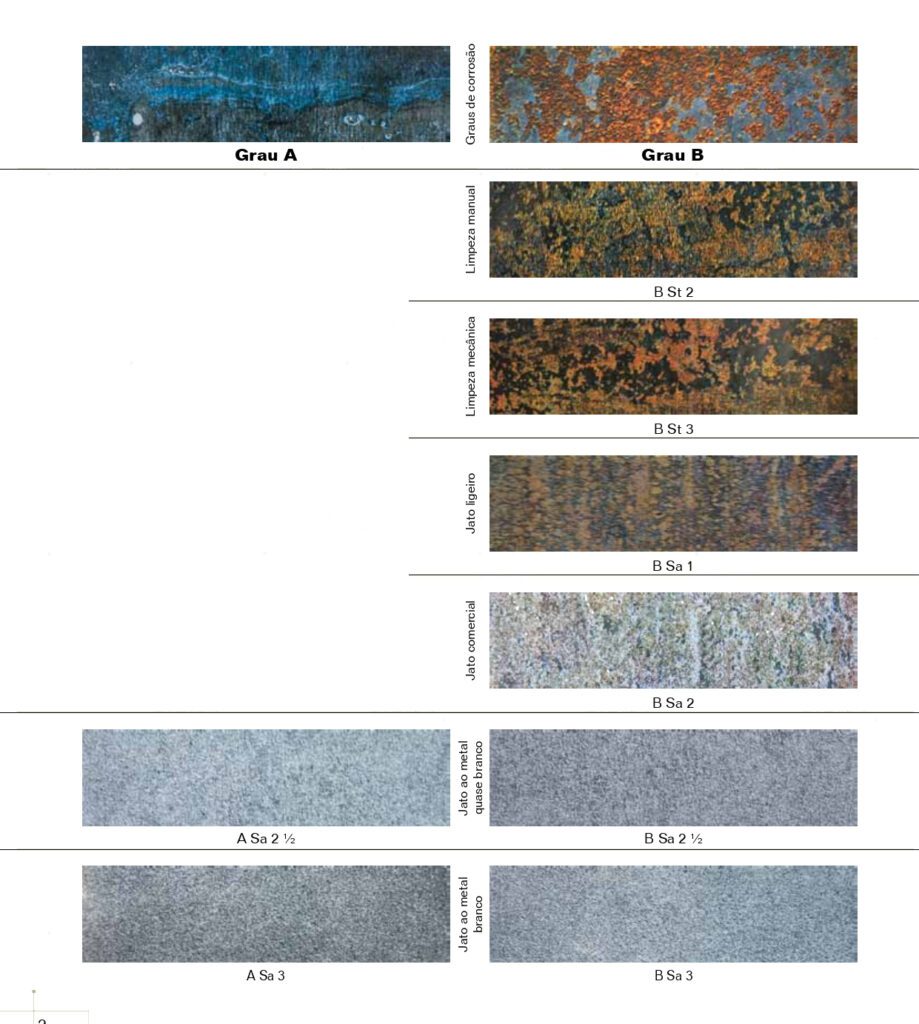
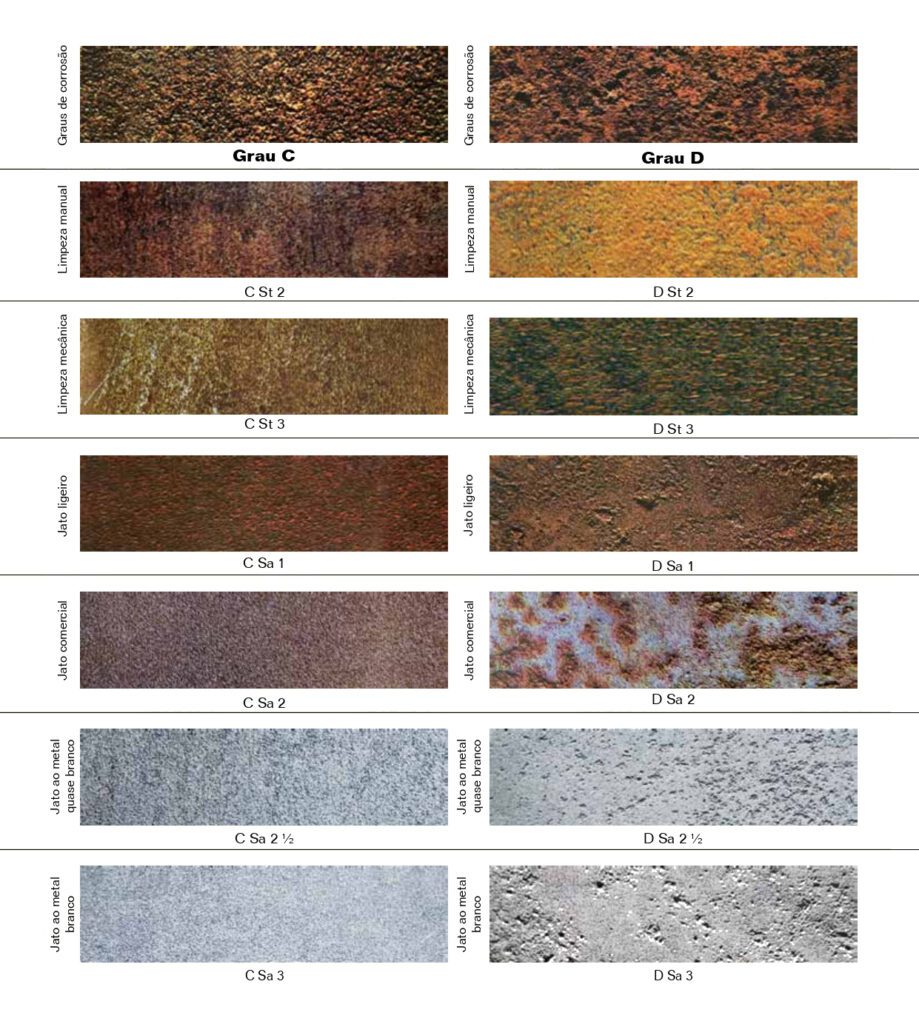
Inicialmente, deve-se avaliar o grau de oxidação da superfície antes de iniciar o processo de limpeza. Essa avaliação é baseada na ISO 8501-1, que prevê padrões fotográficos de superfície em aço, em diferentes estágios de oxidação.
A Superfície de aço com carepa de laminação intacta em toda a superfície. Chapa ou perfil, recém-saído da laminação.
B Substrato de aço com início de corrosão e destacamento da carepa de laminação.
C Substrato de aço onde a carepa de laminação foi eliminada pela corrosão ou que possa ser removida por raspagem, com pouca formação de cavidades visíveis.
D Substrato de aço onde a carepa de laminação foi eliminada e com grande formação de cavidades visíveis.
LIMPEZA
Pré-limpeza: Antes de preparar a superfície, deve-se remover toda sujeira, óleo ou graxa, utilizando-se panos limpos embebidos em desengraxante industrial FALCOCLEAN 9021 WB.
St2 Limpeza Manual: Consiste na remoção da camada de óxidos e outros materiais não muito aderentes por meio de ferramentas manuais, tais como escovas de aço, raspadores, lixas, etc. É um tipo de limpeza precário, de baixo rendimento e recomendável apenas quando não for possível a aplicação de um método mais eficiente. Os esmaltes sintéticos têm desempenho satisfatório com esse tipo de limpeza de superfície.
St3 limpeza com ferramentas mecânicas manuais: Consiste na remoção da camada de óxidos e outros materiais não muito aderentes por meio de ferramentas manuais, tais como lixadeiras, escovas rotativas, marteletes de agulhas, etc. É um tipo de limpeza precário, de rendimento relativamente baixo e recomendável apenas quando não for possível a aplicação de um método mais eficiente.
Sa1 Jateamento ligeiro (brush off): O jato é aplicado rapidamente e remove carepas de laminação solta e outras impurezas. Em geral, é empregada em alguns casos de repintura. A retirada do produto de corrosão situa-se em torno de 5%.
Sa2 Jateamento comercial: O jato deve remover praticamente toda carepa de laminação e outras impurezas. Caso a superfície possua cavidades graus C e D, pelo menos 65% de cada área de 6,45 cm² deverão estar livres de resíduos visíveis no fundo das cavidades. Após o processo finalizado, a superfície deve apresentar um aspecto acinzentada.
Sa2 ½ Jateamento ao metal quase branco: O jato deve remover toda carepa de laminação e impurezas, de modo que possam aparecer apenas leves manchas na superfície. Após a limpeza, 95% de cada área de 6,45 cm² deverão estar livres de resíduos visíveis. Por fim, o aspecto da superfície deve estar cinza claro.
Sa3 Jateamento ao metal branco: O jato deve remover toda carepa de laminação ou outras impurezas, de modo que a superfície fique totalmente livre de resíduos visíveis. Além disso, a superfície deverá apresentar coloração cinza claro e uniforme.
Equivalência entre os graus de limpeza em diversas normas | |||||
Método de Limpeza | Tipo de Limpeza | Norma Brasileira – NBR | ISO 8501-1 | NACE VIS 7 | SSPC |
Manual e mecânica manual | Manual | 15239 | St2 | – | SP 2 |
Mecânica manual | 15239 | St3 | – | SP 3 | |
Jateamento abrasivo | Ligeiro ou de escovamento (brush-off) | 7348 | Sa1 | – | SP 7 |
Ao metal cinza ou comercial | 7348 | Sa2 | – | SP 6 | |
Ao metal quase branco | 7348 | Sa2¹/² | – | SP 10 | |
Ao metal branco | 7348 | Sa3 | – | SP 5 | |
Observação:
Perfil de rugosidade: A rugosidade da superfície após a limpeza deve ser proporcional à espessura final do esquema de pintura, sendo comum adotar cerca de 1/3 a 1/4 para perfil médio. Nos casos em que o intervalo entre as demãos é alto e o ambiente é agressivo, pode-se adotar um perfil de rugosidade de 2/3 da espessura da primeira demão.
Metais não ferrosos: Por apresentarem, geralmente, uma superfície muito lisa, os metais não ferrosos (superfícies galvanizadas, aluminizadas, aço inoxidável e cobre) necessitam de uma rigorosa limpeza com solvente desengraxante. Em alguns casos, é necessário utilizar outros métodos, como ataque químico, jato brush-off ou até limpeza mecânica em galvanizados envelhecidos e oxidados.
Concreto e alvenaria:
PISOS E CONCRETOS (NOVOS)
A- É necessário aguardar 28 dias para cura completa do concreto.
B- Deixar a superfície áspera com jato abrasivo ou polimento diamantado ou ataque químico. Para tratamento com ataque químico, umedecer previamente a área com água limpa, evitando a formação de poças. Aplicar a solução de ácido clorídrico a 10% (ácido muriático comercial) sobre uma área de aproximadamente 1,8m² por litro de solução.
C- Enxaguar vigorosamente com água limpa toda a área, no máximo 10 minutos após a aplicação do ácido, evitando a secagem do mesmo sobre a superfície.
D- Remover partes soltas e resíduos com escovamento vigoroso.
E- Observar que a superfície esteja perfeitamente limpa e seca antes de iniciar a aplicação do revestimento.
CONCRETO ANTIGO
A- Se apresentar aspecto liso, proceder como indicado no item anterior.
B- Eliminar contaminação com jato de água de alta pressão, removendo oleosidades e graxas com auxílio de solvente desengraxante ou vapor e detergente alcalino.
C- Observar que a superfície esteja perfeitamente limpa e seca antes de iniciar a aplicação do revestimento.
TRATAMENTO DE CONDIÇÕES ESPECIAIS (ÁREAS CRÍTICAS)
A corrosão inicia-se em pontos específicos de equipamentos, tais como flanges, frestas, parafusos, cordões de solda, apoio de tubulações e equipamentos. Isso acontece porque cantos e arestas são áreas de afinamento de película e, portanto, devem ser melhores revestidas. Uma das técnicas para prevenir a corrosão nessas áreas é a aplicação de uma camada adicional nessas regiões após a preparação de superfície. Isso pode ser feito com o uso de trincha para aplicação do primer do sistema de pintura.


Figura 01: Foi utilizado o SHOP PRIMER nos cordões de solda. Este produto aceita soldas posteriores.
Figura 02: Aplicação de primer com trincha na junção das franges.
Falcão Indústria Química S/A
© Falcão Tintas S/A 2025. Todos os direitos reservados.