
Tintas de fundo (primer), são aquelas que possuem pigmentos e cargas anticorrosivas, sendo escolhidas de acordo com o tipo de substrato, pois estão diretamente conectadas e promovem a aderência para as próximas camadas.
Tintas intermediárias têm a função de aumentar a camada de proteção, normalmente sendo tintas com alta resistência química e abrasão, porém não podendo ter contato direto com o sol.
Tintas de acabamento possuem alta resistência ao intemperismo, pois estão em contato direto com o ambiente. Além disso, sofrem um rigoroso controle de qualidade em relação às cores, visto que são usadas para identificar e dar a cor final ao produto final.
Confira os esquemas de pintura disponíveis em nossa seção ‘Campos de Aplicação’ ou entre em contato com nosso departamento técnico para solicitar um esquema personalizado de acordo com as necessidades de sua empresa.
CONSIDERAÇÕES DURANTE A APLICAÇÃO
Condições Ambientais
Condições atmosféricas adversas podem gerar vários defeitos na película da tinta. Deve-se determinar a umidade relativa do ar e a temperatura ambiente durante o processo de aplicação. A umidade relativa do ar pode possibilitar partículas de água na película, gerando perturbações nas reações físico-químicas da tinta. Uma determinação importante é o ponto de orvalho, o qual representa a temperatura em que se inicia a condensação da água, de acordo com a temperatura e a umidade relativa. Algumas tintas são mais sensíveis à umidade, por exemplo, as tintas epóxi catalisadas com aminas, que podem dar origem a uma substância chamada “quetimina”, deixando a película com aspecto esbranquiçado ou parecendo um gel endurecido. Outro fator importante são as temperaturas, que não podem ser extremas, como abaixo de 10°C ou acima de 40°C. Além disso, não se pode aplicar tintas em superfícies com temperaturas superiores a 45°C.
Mistura, homogeneização e diluição das tintas
A tinta deve ser homogeneizada em seu recipiente original, preferencialmente com agitadores pneumáticos, exceto para tintas pigmentadas com alumínio, que podem ter as partículas de pigmento quebradas. É comum diluir a tinta para adequá-la ao equipamento de aplicação e viscosidade, mas é preciso ter cuidado para não utilizar excesso de diluentes, o que pode causar falhas na película. Para as tintas bicomponentes, é importante respeitar o tempo de indução antes de iniciar a aplicação, que é o período necessário para os componentes reagirem. No caso da tinta epóxi, por exemplo, o tempo de indução é de 15 a 20 minutos após a mistura do componente A com o B. Em algumas tintas, como as fenólicas pigmentadas com alumínio e etil silicato de zinco, é indispensável passar a mistura em peneiras com granulometria recomendada pelo fabricante para retirada de torrões e nódulos. O tempo de vida útil da mistura, chamado de pot life, também deve ser observado, pois é o tempo em que a tinta pode ser utilizada sem perder suas propriedades ou endurecer. Esse tempo varia de acordo com o tipo de tinta.
Observação:
Avaliação do preparo de superfície
É necessário fazer a avaliação do grau de limpeza da peça. Um preparo de superfície deficiente leva o esquema de pintura a problemas de adesão e desempenho. Assim, o departamento de controle da qualidade deve inspecionar 100% da superfície e verificar se a mesma está limpa, livre de poeiras depositadas, vestígios de óleo ou qualquer outra contaminação. Outro ponto importante em verificar nessa etapa é o perfil de rugosidade, que quando inadequado pode levar a falhas no esquema de pintura por falta de adesão. O perfil de rugosidade adequado só é obtido após o jateamento, e é medido com um aparelho chamado rugosímetro.

Rendimento da tinta
O rendimento teórico da tinta está diretamente relacionado com a quantidade de sólidos por volume, uma vez que o solvente evapora e não é incorporado na camada seca da pintura. O cálculo do rendimento teórico é obtido através da equação:
Rendimento Teórico (m2L)=Sólidos por volume x 10Espessura seca
Por exemplo, se você consultou a ficha técnica de um determinado produto e encontrou 80% de sólidos por volume e o esquema de pintura requer uma espessura seca final de 160 µm, e deseja-se trabalhar com baldes de 18 litros, o rendimento teórico seria 5,00m²/L e 90,00 m²/BALDE.
Rendimento Teórico=80 x 10160 = 800160 =5,00 x 18= 90,00
No entanto, o rendimento prático ou real pode variar devido a diversos fatores, como:
Existem diversas alternativas para encontrar o rendimento real, sendo a mais confiável considerar o rendimento obtido em aplicações anteriores. No entanto, muitas vezes é necessário desconsiderar uma taxa de acordo com o equipamento de aplicação, que varia de acordo com o tipo de ferramenta utilizada. Considera-se para trincha 5%, rolo 10%, pistola Convencional 25 a 40% e pistola Airless 15%.
No exemplo anterior, se você utilizar uma pistola convencional, o rendimento real seria de 3,00 m²/L, obtido a partir do rendimento teórico de 5,00 m²/L desconsiderando a taxa de 40%. Ao multiplicar o novo valor por 18 litros, o rendimento por balde seria de 54,00 m².
IMPORTANTE: É fundamental considerar o volume de sólidos do produto no momento da compra, pois isso terá um grande impacto na formação da película de tinta. Não se deve avaliar somente o custo unitário do produto, mas sim seu rendimento.
Medição da camada úmida
Essa medida é importante para garantir que a espessura da camada de tinta seja adequada, evitando desperdícios e problemas na qualidade da pintura. Para medir a espessura úmida da camada de tinta aplicada, utiliza-se um pente de aço inoxidável com dentes de comprimentos variados, em forma de escada. Logo após a aplicação da tinta, o pintor apoia o pente sobre a superfície pintada e observa qual foi o dente de maior valor que ficou molhado e o primeiro após esse que não ficou molhado.
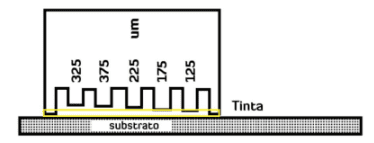
Na figura, o valor da espessura úmida da camada de tinta foi de 200 µm, calculado a partir do maior valor que molhou (175 µm) e o primeiro valor que não molhou (225 µm), dividido por dois. Para encontrar a espessura úmida (EPU) a partir da espessura seca (EPS), utiliza-se a seguinte equação:
EPU = EPS x (100+%Diluição)
Sólidos por volume
Exemplo: Se a espessura seca especificada é de 160 µm, o teor de sólidos do produto é de 80 % e a diluição feita na preparação da tinta foi de 20%, encontra-se uma EPU de 240 µm.
EPU = 160 x (100+20%) = 160 x (120) = 19200 = 240 µm
80 80 80
Observação:
Tempos de Secagem
O tempo de intervalo entre demãos é determinado pelo tipo de tinta utilizada, em geral, pode variar de alguns minutos a vários dias. É importante aguardar que a camada anterior de tinta atinja o tempo mínimo do intervalo entre demãos antes de aplicar a próxima camada. Isso garante que a tinta se ligue adequadamente à superfície, evitando bolhas, descascamento ou descoloração. Também, a aplicação da próxima camada não pode exceder o tempo de secagem máxima recomendado pelo fabricante da tinta. Se isso acontecer, a nova camada pode não aderir adequadamente à camada anterior, resultando em problemas de aderência e durabilidade do acabamento.
A secagem ao toque ocorre quando a superfície pintada pode ser tocada sem que a tinta grude nos dedos. Neste estágio, a tinta ainda está úmida e pode ser facilmente danificada se for tocada com força ou se for exposta a poeira ou outros elementos.
A secagem ao manuseio ocorre quando a tinta já está suficientemente seca para permitir que a superfície seja manuseada sem causar danos à pintura. Nesse estágio, a tinta ainda não está completamente seca, mas já pode ser manuseada sem deixar marcas ou arranhões.
A secagem final é o estágio em que a tinta está completamente seca e curada, alcançando sua resistência e aderência máximas. Nesse estágio, a pintura está pronta para uso normal e pode ser exposta a condições ambientais requisitadas.
Armazenamento
O armazenamento das tintas e solventes deve ser feito em local coberto, bem ventilados e com disposição de extintores de incêndio, não devem estar sujeito a centelhas, calor excessivo, raios solares ou descarga elétrica. Para evitar riscos de rompimento das embalagens devido ao seu próprio peso, o empilhamento máximo deve ser 20 galões, cinco baldes ou três tambores. As tintas são embaladas em recipientes de um galão (3,6 litros) ou fração ou ainda tamanhos correspondentes em litros. Para usos industriais utilizam-se baldes de 5 galões (18 litros) e em grandes obras podem chegar a tambores de 200 litros.
MÉTODOS DE APLICAÇÃO:
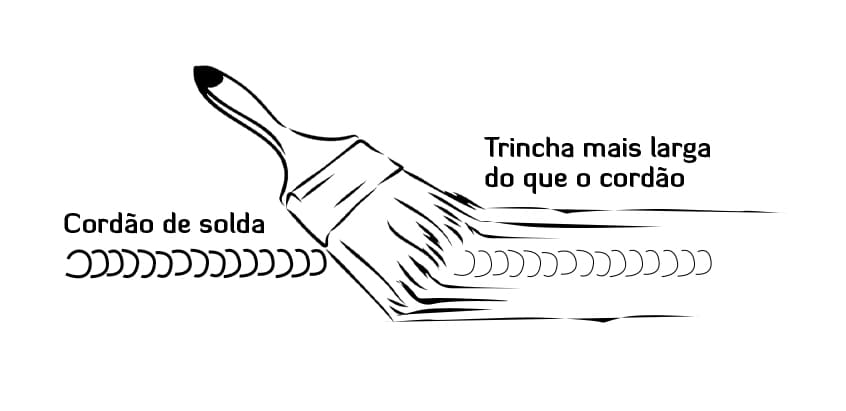
Trincha
O método de pintura por trincha é o mais arcaico, sendo ideal para a aplicação da primeira camada de tinta em áreas de difícil acesso, como cordões de solda, reentrâncias e cantos vivos. Com a trincha consegue-se elevadas espessuras, pois a tinta pode ser aplicada sem diluição. É um método de baixa produtividade e pode resultar em películas não-uniformes em termos de espessura. A perda de tinta durante a aplicação é mínima, geralmente abaixo de 5%.
Rolo
O rolo é um método bastante tradicional de aplicação em campo. Com ele consegue-se elevadas espessuras por demão. O rolo é aplicável à pintura de áreas planas ou na presença de ventos, onde a aplicação com a pistola traz grandes perdas de tinta. A perda de tinta durante a aplicação é em torno de 10%.
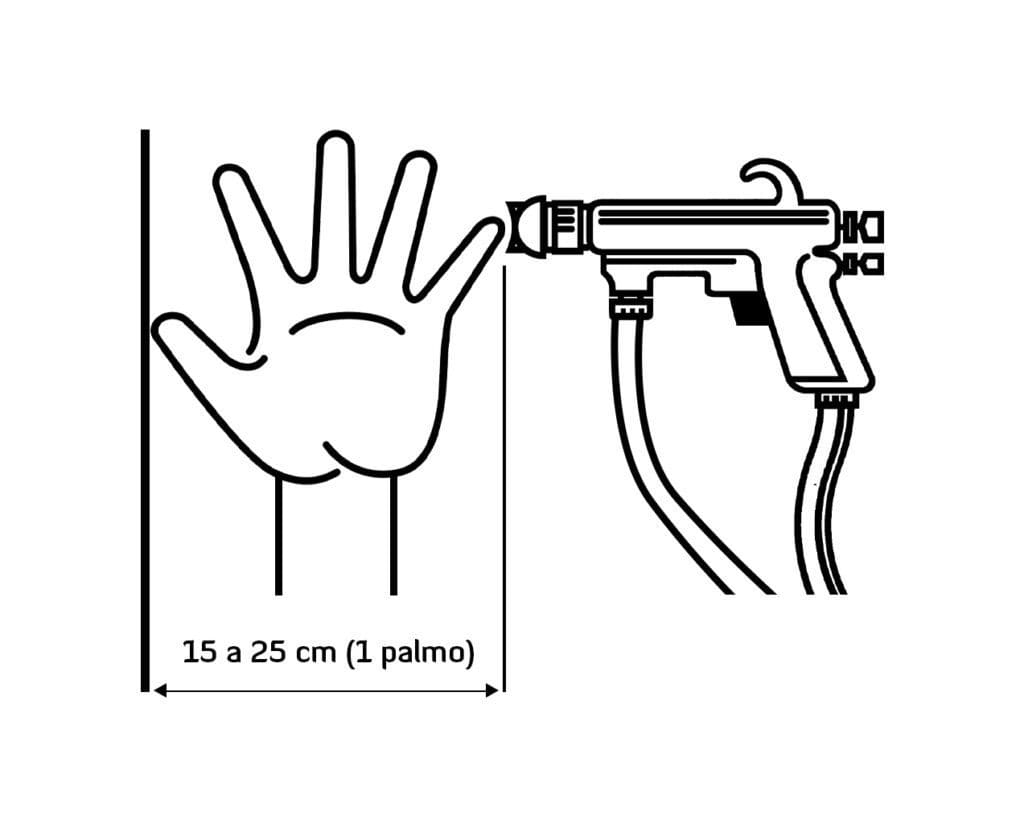
Pistola Convencional
É o método mais utilizado na pintura industrial. Traz enormes benefícios, como produtividade e constância na espessura da película. Mas também tem pontos negativos, por ser o equipamento que traz maiores perdas e também por ser necessário diluir mais. A perda de tinta durante a aplicação pode variar de 25 a 40%.
Pistola Airless (Sem Ar)
Esse método obtém a melhor qualidade de pintura, e maior desempenho do esquema de pintura. Apesar do custo ser o mais elevado, esse método trabalha com menores perdas e maior produtividade do que a pistola convencional. Em alguns casos é possível ser aplicado sem diluição, e também trabalha com menos demão de tinta. A perda de tinta durante a aplicação é em torno de 15%.
ATENÇÃO NA HORA DE APLICAR
No caso de tintas bi componentes:
– A proporção de mistura dos componentes (verifique a proporção de mistura na ficha técnica ou etiquetas da embalagem);
– O pot life (tempo de vida útil das tintas após catalisadas);
– Homogeneizar a tinta cuidadosamente, assegurando-se de que nenhum aglomerado de pigmentos fique retido no fundo da lata;
– Homogeneizar cada componente separadamente com espátulas ou réguas limpas ou com agitação mecânica, evitando introdução de bolhas de ar; na
maioria dos casos, a parte B é adicionada sobre a parte A, com agitação contínua;
– Aguardar o tempo de indução.

FALHAS E DEFEITOS NA PELÍCULA
Impregnação de abrasivos e outros materiais estranhos ocorre devido à pintura realizada em áreas próximas a operações que manuseiam materiais em suspensão, como jateamento abrasivo, canteiros de obras, entre outros. Normalmente, quando se espera o tempo de secagem ao toque, não há indícios desse problema.
Poros são microfalhas estruturais na película de tinta, sob a forma de pequenos orifícios. Ocorre durante a aplicação devido ao excesso de solvente e/ou à secagem muito rápida, ou ainda oclusão de ar.
Crateras ocorrem durante a aplicação, e são ocasionadas por contaminantes, como materiais gordurosos ou silicone.
Manchas aparecem quando estão com cor ou tonalidade diferente. As principais causas são:
– Homogeneização inadequada;
– Superfície, equipamentos ou área de trabalho contaminados;
– Método de aplicação inadequado;
– Respingo de solvente, inclusive água;
Escorrimento/ decaimento ocorre durante a aplicação e a tinta apresenta-se escorrida, com aparência de ondas ou lágrimas, podendo ser ocasionado por acúmulo excessivo de tinta, por alta diluição, superfície muito fria, ou ainda por aproximação excessiva da pistola.
A casca de laranja é um defeito em que a película de pintura apresenta-se rugosa. É geralmente causado por solventes muito voláteis, atomização inadequada (pouca pressão na pistola) ou aproximação excessiva da pistola em relação à superfície a ser pintada. Além disso, pequenos defeitos de nivelamento em superfícies planas ou demora na aplicação de um produto bicomponente também podem causar esse defeito.
Pulverização seca (over spray) trata-se de um defeito comum na aplicação com pistola convencional, em que a película apresenta um aspecto fosco e áspero devido à deposição de partículas sobre a película sem que se aglutinem. Essas partículas resultam de uma pré-secagem da tinta causada pela evaporação do solvente antes que ela possa depositar-se completamente sobre a superfície. As causas podem incluir: pressão excessiva na pistola, temperatura ambiente e da superfície muito elevadas, solventes excessivamente voláteis ou uma distância muito grande entre a pistola e a superfície.
Empolamento é um defeito caracterizado pelo aparecimento das películas de saliências semiesféricas que variam de tamanho e intensidade. Consiste na formação de nódulos sob a película pelo aprisionamento de um fluido. As causas mais importantes são as condições ambientais inadequadas (umidade relativa do ar superior a 85% e temperatura de chapa muito fria), retenção de solvente ou processo corrosivo acelerado.
Chamado de empoamento, gizamento ou calcinação, este defeito consiste na degradação de película pela ação de raios ultravioletas. Caracteriza-se com a perda de brilho e até de cor ao decorrer do tempo. As resinas que mais sofrem com esse processo são epóxis e alquídicas.
Fendilhamento, gretamento, craqueamento ou faturamento consiste na quebra da película devido a perda de flexibilidade com a formação de trincas e exposição do substrato. Tintas que formam películas duras têm mais tendências a fraturas quando aplicadas em maiores espessuras. Um exemplo clássico é o silicato inorgânico de zinco. É causado pela aplicação em altas pressões, ou até mesmo pela absorção de umidade quando se deixa a lata aberta.
Descascamento ou descolamento é o defeito de maior incidência. Possíveis causas:
– Limpeza de superfície inadequada;
– Rugosidade inadequada;
– Incompatibilidade entre tintas;
– Inobservância dos intervalos para pintura;
Sangramento consiste no manchamento de uma película, especialmente pelo afloramento da cor da tinta de fundo ou ainda pela migração de qualquer substância solúvel, para as demãos superiores do revestimento. Ocorre com frequência na cor vermelha. A ação de solventes fortes da tinta de acabamento provoca dissolução de tinta de fundo, com consequente manchamento do acabamento.
Oxidação precoce é um problema que aparece, em geral, entre a primeira ou a segunda demão, devido à pouca espessura ou excesso de rugosidade.
Falcão Indústria Química S/A
© Falcão Tintas S/A 2025. Todos os direitos reservados.